1850 + recenzí
1850 + recenzí





- FIREMNÉ ZARIADENIE
- MATERIÁLY A PRÍSLUŠENSTVO
- PRIEMYSEL
- VYBAVENIE SALÓNOV
Môžete sa kedykoľvek odhlásiť. Zasielame raz za 14 dní.
- Úvod
- Priemyselná automatizácia
- CNC stroje a príslušenstvo
- Zváranie
- Zváračky
- MIG invertorová zváračka TIG Sherman 202P TIG DC
MIG invertorová zváračka TIG Sherman 202P TIG DC




- Kompletné špecifikácie
- Hodnotenie 0
- Komentáre 0
 MIG invertorová zváračka TIG Sherman 202P TIG DC3-7 dní275,14 €223,69 € bez DPH
MIG invertorová zváračka TIG Sherman 202P TIG DC3-7 dní275,14 €223,69 € bez DPH
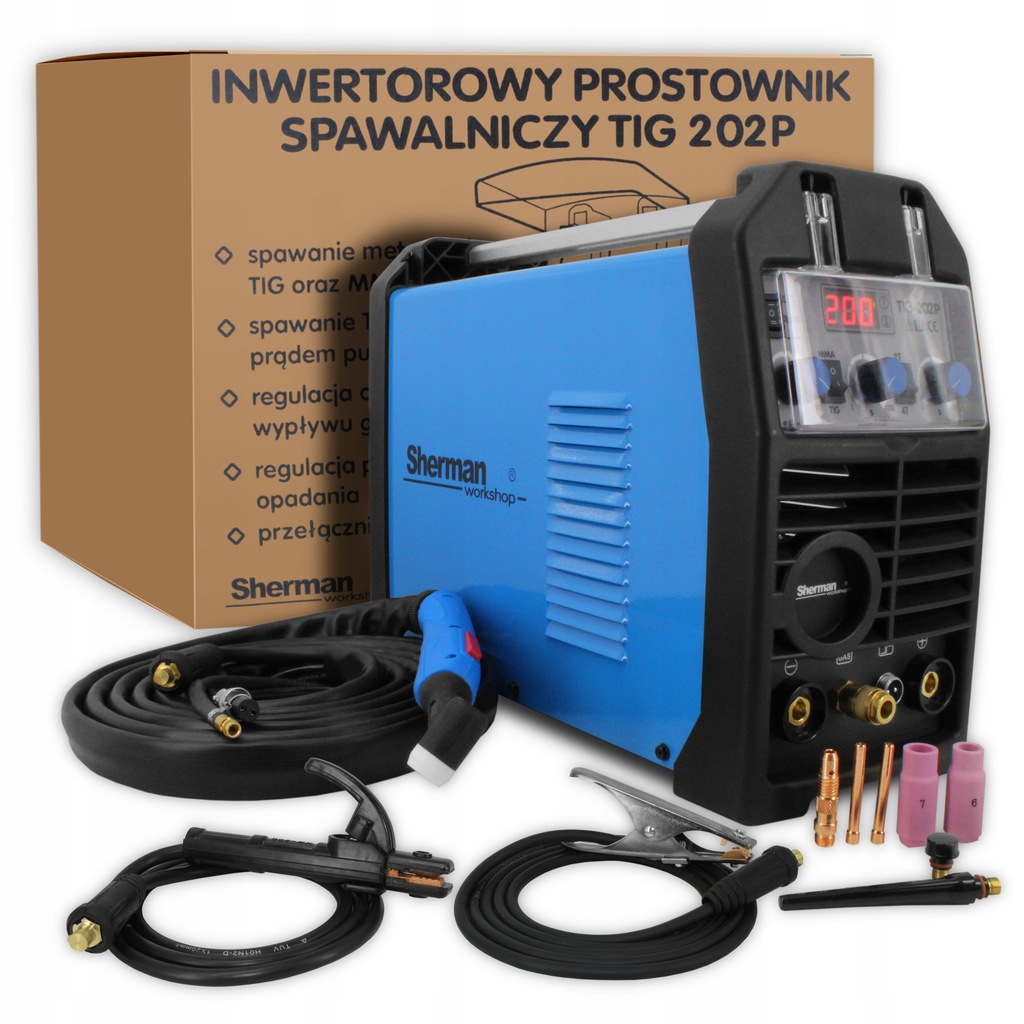
SHERMAN TIG 202P
Marka: SHERMAN | Metody spawania: TIG DC, MMA | Zasilanie: 230V | Prąd spawania: 200A | Sprawność: 60%
WYPOSAŻENIE STANDARDOWE
- Uchwyt spawalniczy T-26/4m
- Przewód elektrodowy
- Przewód masowy
- Części eksploatacyjne (2x korki, 2x dysze, 2x tulejki, łącznik)
- Instrukcja obsługi
- Karta gwarancyjna
Pozostałe akcesoria potrzebne do pełnego eksploatowania spawarki takie jak:
- butla z gazem,
- reduktor,
- druty spawalnicze,
- przyłbica,
- rękawice,
- części zamienne uchwytu spawalniczego
można znaleźć u nas na pozostałych aukcjach lub spawarkę w zestawie z podanymi akcesoriami.
TIG 202P służy do spawania ręcznego stali konstrukcyjnych elektrodami otulonymi (metoda MMA) oraz stali jakościowych, miedzi i jej stopów elektrodą nietopliwą w osłonie gazu obojętnego (metoda TIG) z inicjacją łuku HF.
Urządzenie przeznaczone jest do prac warsztatowych oraz dorywczych prac produkcyjnych. Spawarka posiada możliwość spawania z pulsemoraz regulację czasu opadania prądu i powypływu gazu.
Urządzenie pracuje w trybie 2T/4T oraz posiada wyświetlacz wskazujący parametry spawania. W komplecie znajduje się uchwyt spawalniczy TIG, przewód elektrodowy oraz przewód masowy.
FUNKCJE
- HF, 2T/4T,
- Opadanie prądu,
- Puls,
- Wyświetlacz parametrów,
- Regulacja czasu powypływu gazu
PARAMETRY TECHNICZNE
Napięcie zasilania AC 230V ±10% 50Hz
Maksymalny pobór mocy MMA: 4,3 kVA, TIG: 3,0 kVA
Znamionowy prąd spawania / cykl pracy MMA: 180A; TIG: 200 A / 60%
Znamionowe napięcie w stanie bez obciążenia 67 V
Maksymalny pobór prądu MMA: 26,6 A, TIG 19,6 A
Zabezpieczenie sieci 25 A
Masa (bez osprzętu) 7 kg
Wymiary 430 x 175 x 320 mm
Stopień ochrony IP23
Powypływ gazu 0 – 15 s
Opadanie prądu 0 – 10 s
Prąd spawania: MMA: 20-180 A TIG:20-200 A
Częstotliwość pulsu 1,2 Hz / 200 Hz
BUDOWA I DZIAŁANIE
Podstawą budowy układu przetwarzania energii elektrycznej spawarki są układy elektroniczne wykonane w technologii IGBT umożliwiające pracę w zakresie częstotliwości powyżej 200 kHz.
Zasada działania polega na wyprostowaniu napięcia jednofazowej sieci zasilającej na napięcie stałe, przekształceniu otrzymanego napięcia stałego na przebieg prostokątny wielkiej częstotliwości, transformacji napięcia w zakres wymagany przez proces spawania i ponownym wyprostowaniu otrzymanego napięcia na napięcie stałe.
Spawarka wyposażone jest w układ kompensacji napięcia zasilania, co umożliwia ich eksploatację przy wahaniach napięcia w sieci zasilającej do 10%.
CZĘSTOTLIWOŚĆ PULSU
Przełącznik aktywny wyłącznie podczas spawania metodą TIG. Służy do sterowania pracą pulsatora:
- spawanie bez pulsu
- spawanie z pulsem o częstotliwości 1,2 Hz
- spawanie z pulsem o częstotliwości 200 Hz
PANEL PRZEDNI
1. Dioda sygnalizacji zasilania
2. Dioda zabezpieczenia termicznego
3. Przełącznik trybu sterowania (2T/4T)
4. Pokrętło regulacji powypływu gazu
5. Gniazdo polaryzacji dodatniej
6. Gniazdo sterowania
7. Przyłącze gazu ochronnego
8. Gniazdo polaryzacji ujemnej
9. Pokrętło regulacji opadania prądu
10. Przełącznik metody spawania
11. Pokrętło regulacji prądu spawania
12. Przełącznik częstotliwości pulsu
13. Wyświetlacz
WYBÓR TRYBU PRACY ŹRÓDŁA (DWUTAKT/CZTEROTAKT)
W trybie dwutaktu wciśnięcie przełącznika w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku.
Spawanie prowadzone jest z wciśniętym przełącznikiem. Zwolnienie przełącznika spowoduje zakończenie spawania.
W trybie czterotaktu wciśnięcie przełącznika w rękojeści uchwytu spowoduje włączenie jonizatora i zajarzenie łuku wtedy należy zwolnić przełącznik i prowadzić spawanie ze zwolnionym przełącznikiem. Ponowne wciśnięcie przełącznika spowoduje zakończenie spawania.
DOWN SLOPE - CZAS OPADANIA PRĄDU
Czas opadania prądu spawania do wygaszenia łuku.
Zakres regulacji: 0 – 10s
POST GAS - CZAS POWYPŁYWU GAZU
Czas od wygaszenia łuku do zamknięcia zaworu gazowego w celu osłonięcia krzepnącego jeziorka spawalniczego przed powietrzem oraz w celu studzenia elektrody wolframowej. Zbyt krótki czas powypływu może skutkować utlenianiem spoiny.
Zakres regulacji: 0 – 15s.
UCHWYT SPAWALNICZY TIG
Typ uchwytu T-26
Maksymalna obciążalność prądowa 200 A
Przepływ gazu 10-20 l/min
Zajarzanie łuku Bezstykowe (HF)
Długość 4 m
WYKAZ CZĘŚCI EKSPLOATACYJNYCH TIG T-26
Korki: krótki, średni, długi
Tulejki zaciskowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
Łączniki prądowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
Dysze ceramiczne pod łącznik: 10N44/10N45/10N46/10N47/10N48/10N49/10N50
Izolatory: przedni, laminarny(pod soczewkę)
Soczewki gazowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
Dysze ceramiczne pod soczewkę: 54N14/54N15/54N16/54N17/54N18
Elektrody wolframowe: ⌀1.0/1.6/2.0/2.4/3.2/4.0mm
UWAGA! Części eksploatacyjne nie stanowią standardowego wyposażenie zestawu. Części można zakupić na naszych pozostałych aukcjach.